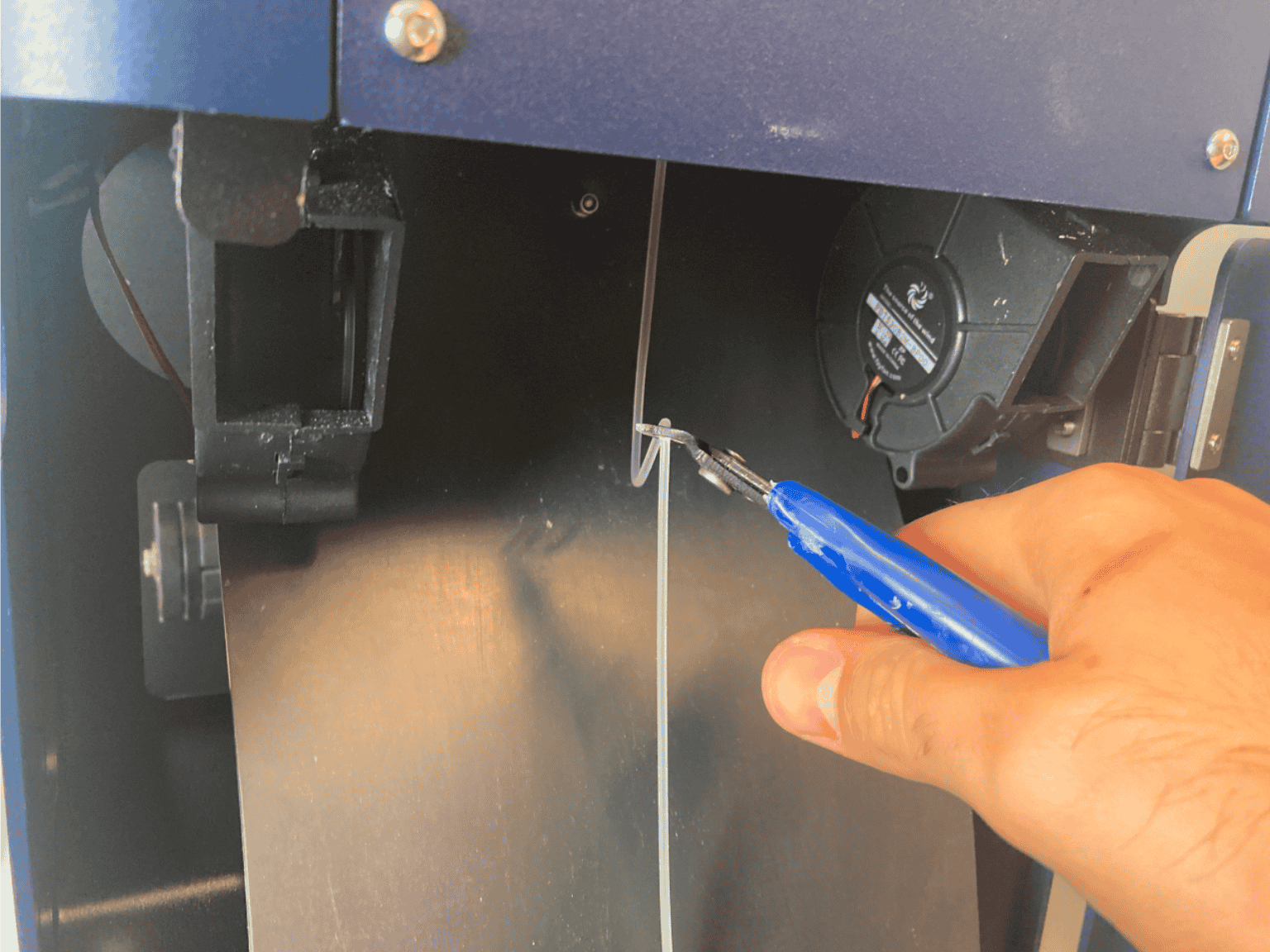
Spooling Phase
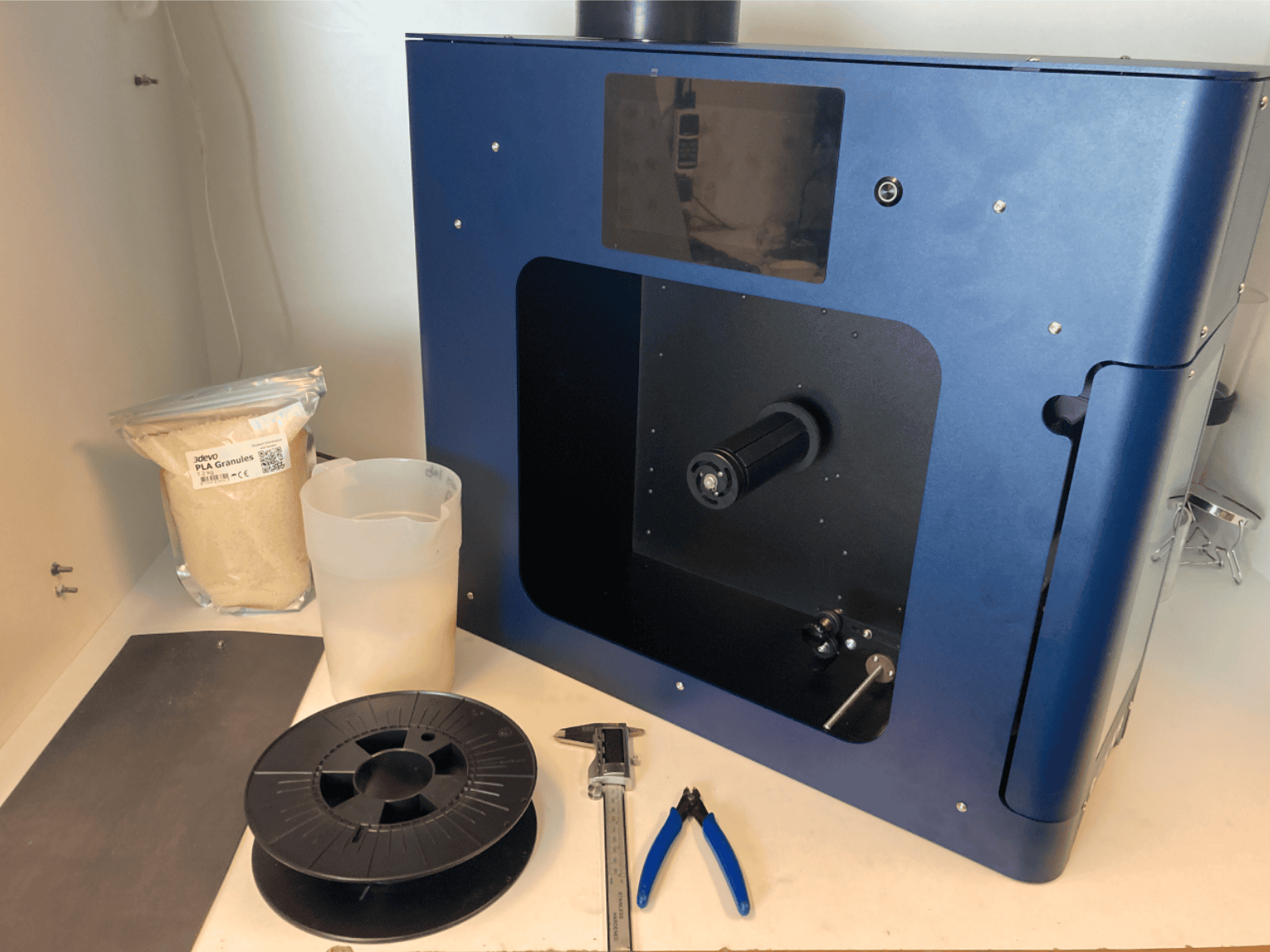
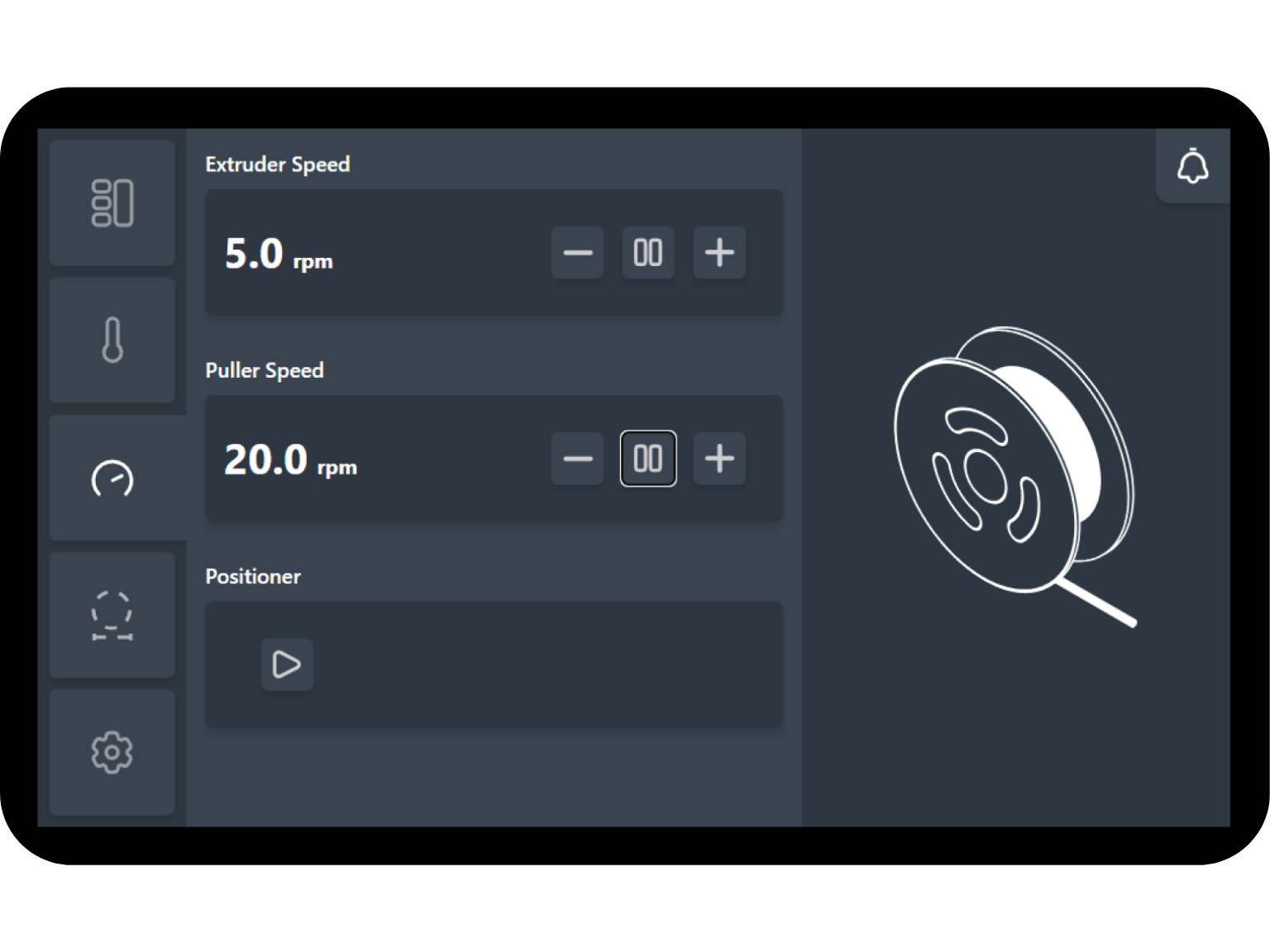
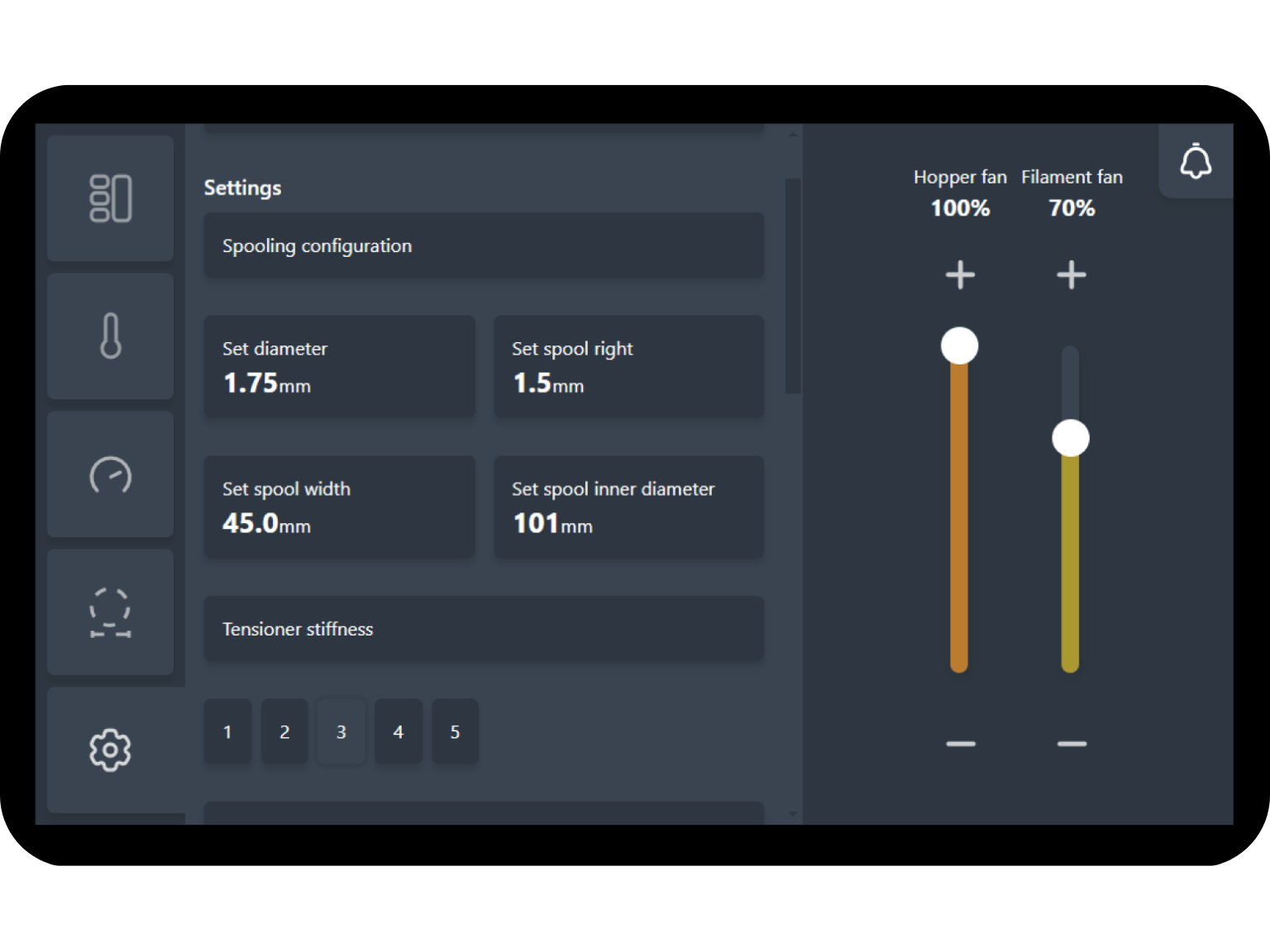
11. Once the diameter is stable, we can begin spooling. First, enter the measurements of your chosen spool in the Settings menu. We recommend using a digital caliper as it will provide the most accurate results, but an analog caliper or ruler can also be used.
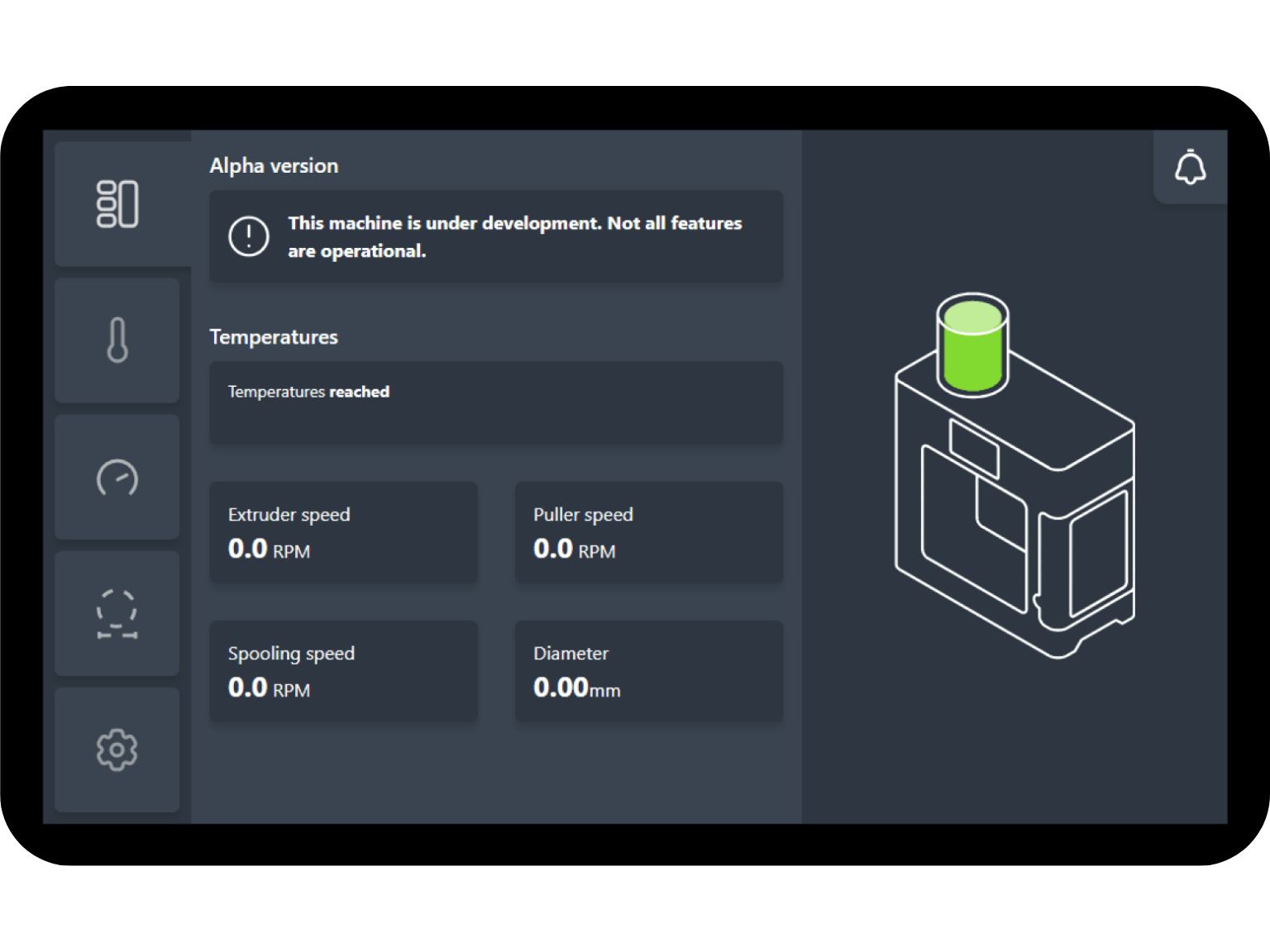
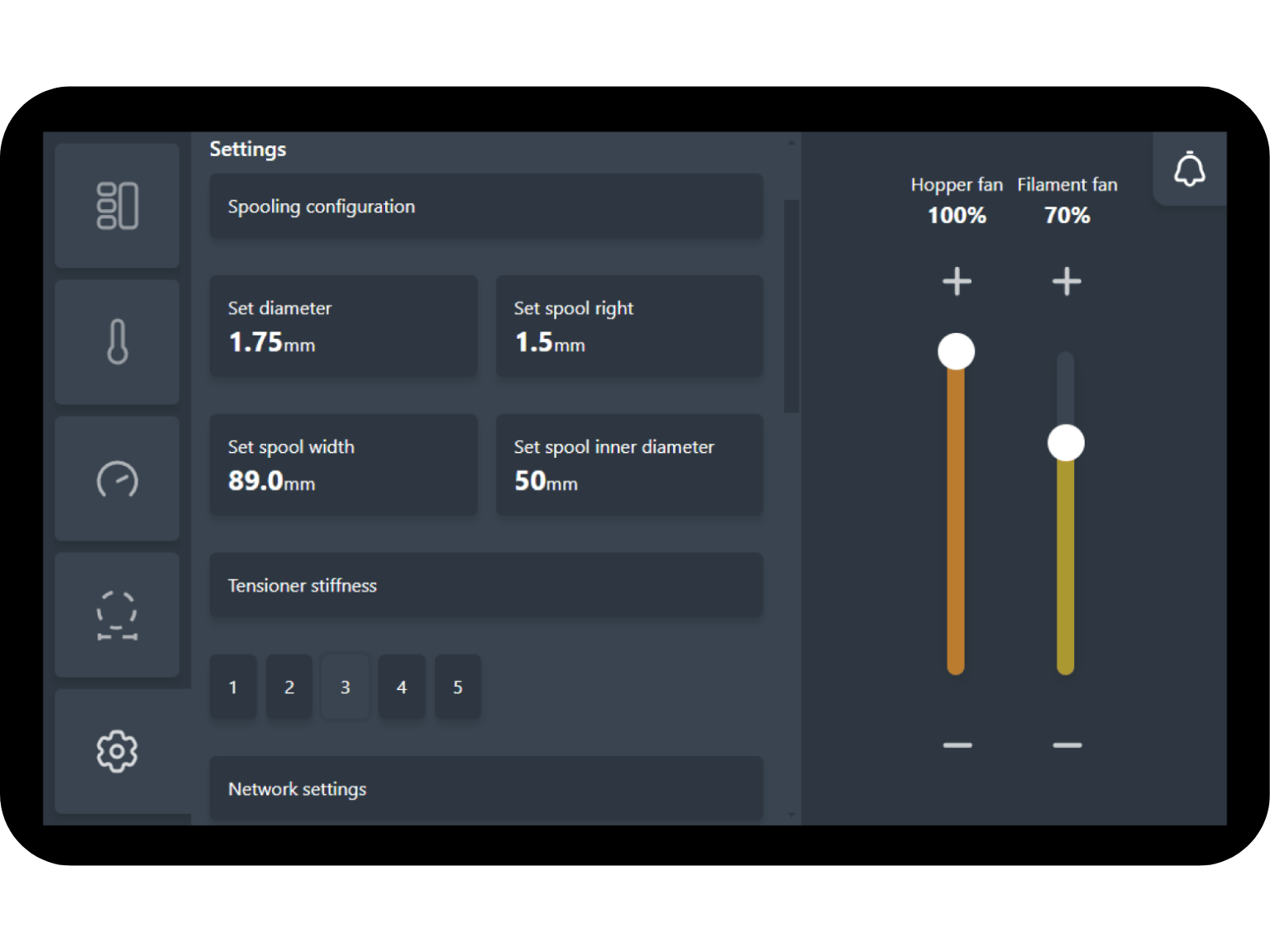
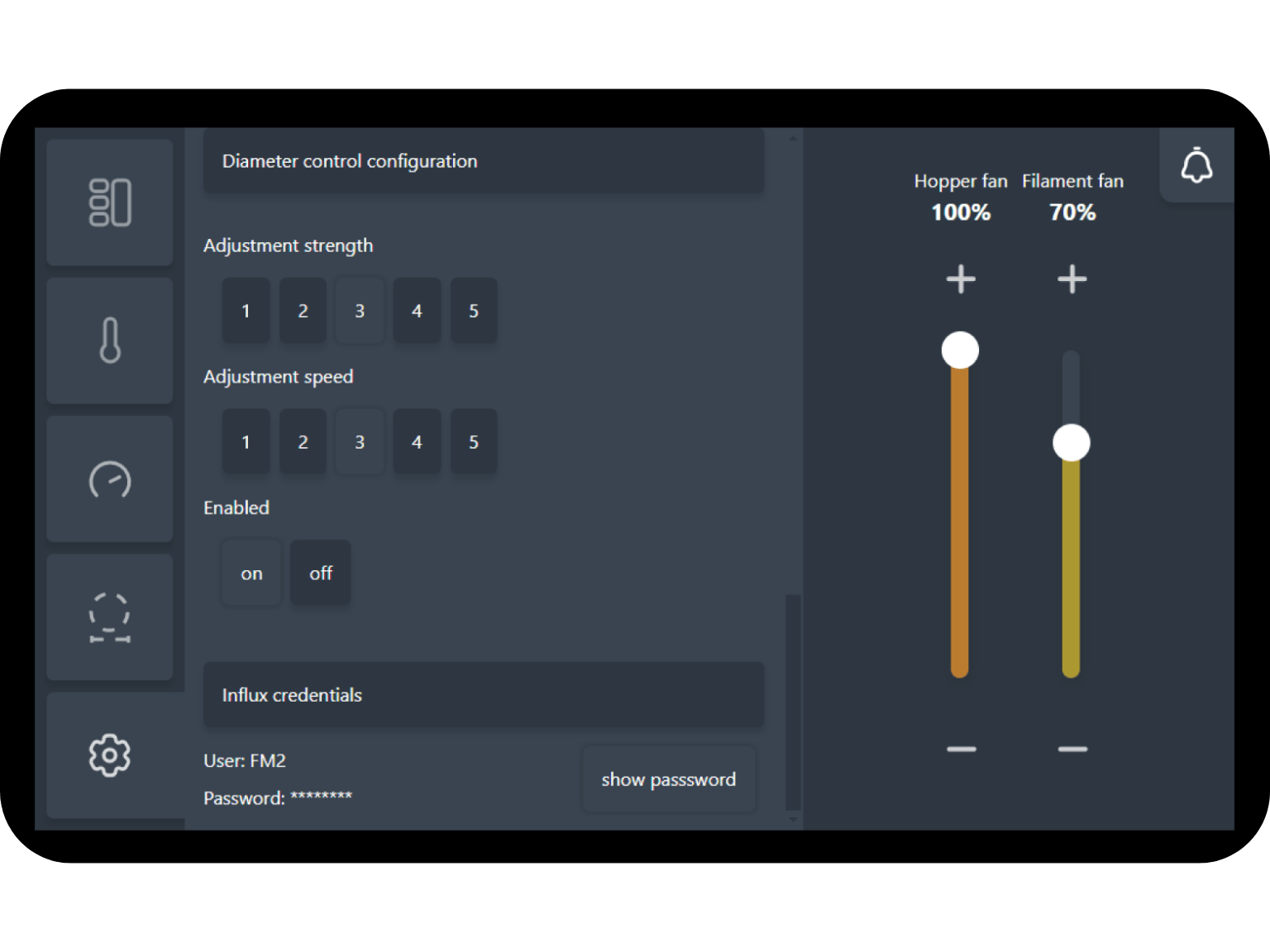
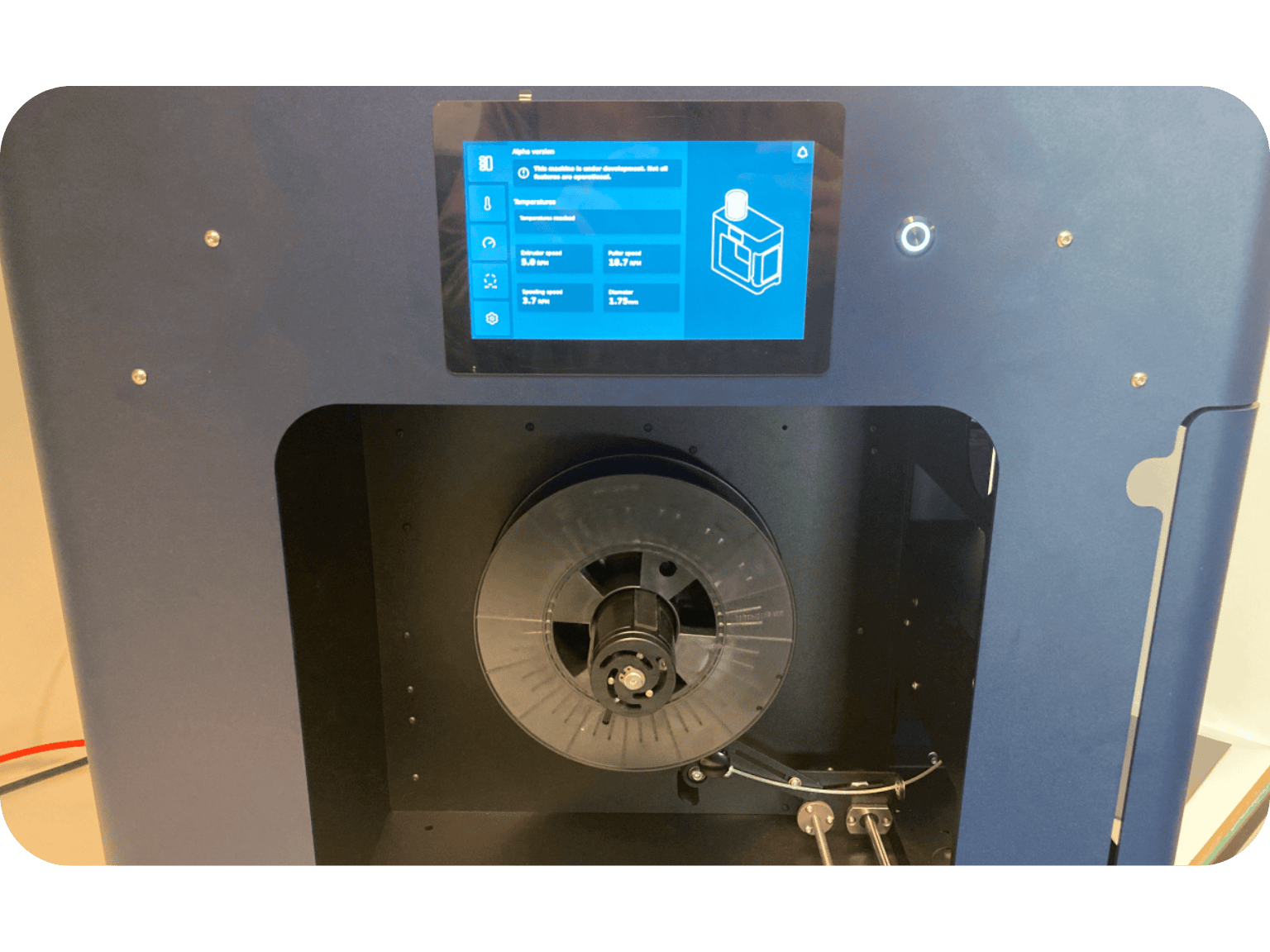
‘Set diameter’ is already 1.75mm.
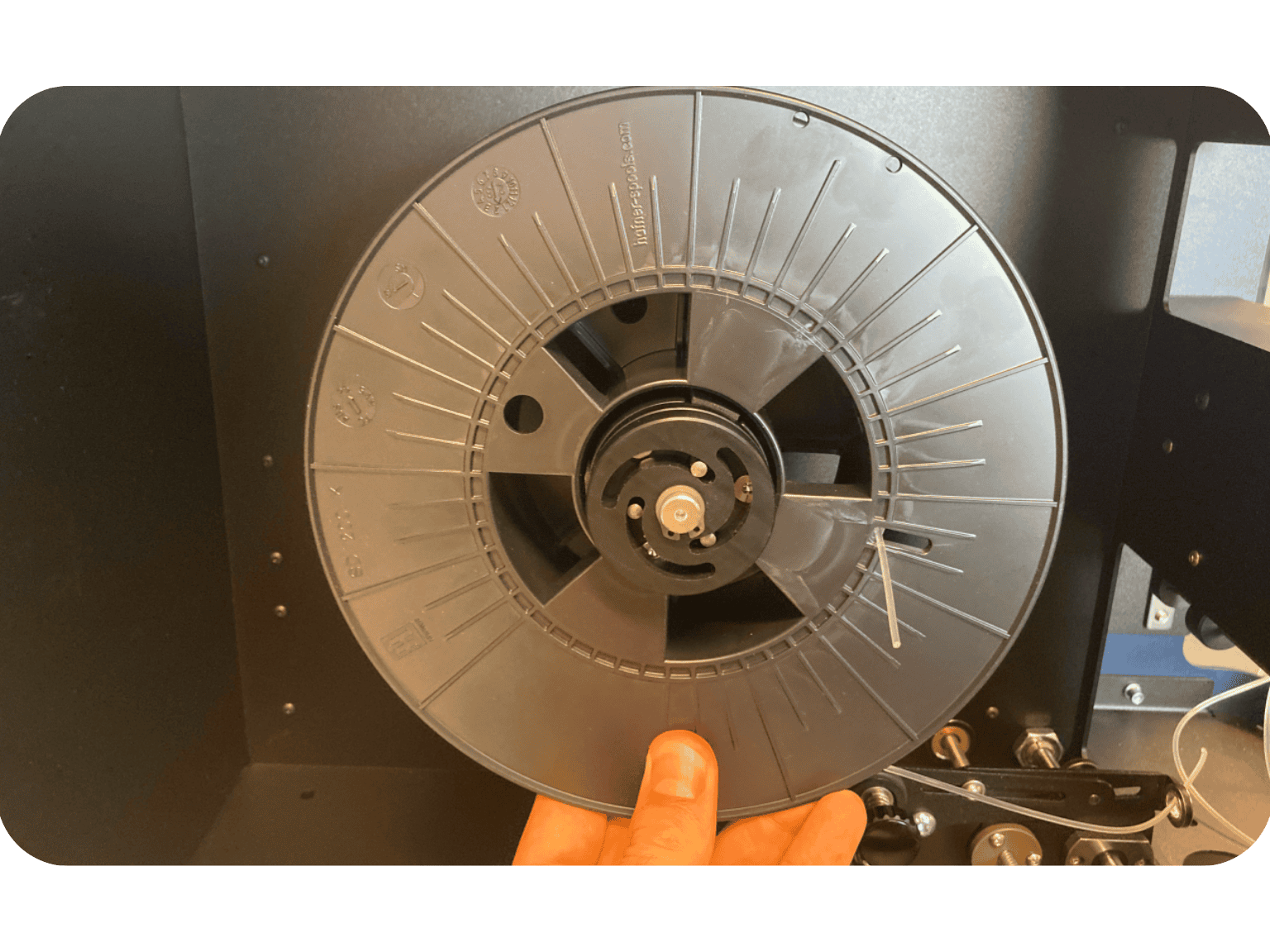
‘Set spool right’ to align the spool’s inner rim. Start with 1.5mm and visually check through the front window to see if the positioner eyelet is lining up with the innermost side of the spool.
‘Set spool width’ from side to side and enter that value. This is how the positioner will know where to start spooling, and how far to move.
‘Set spool inner diameter’ by measuring the internal cross section of the spool. This is important as the larger the diameter of the spool, the slower the spool rotation will have to be.
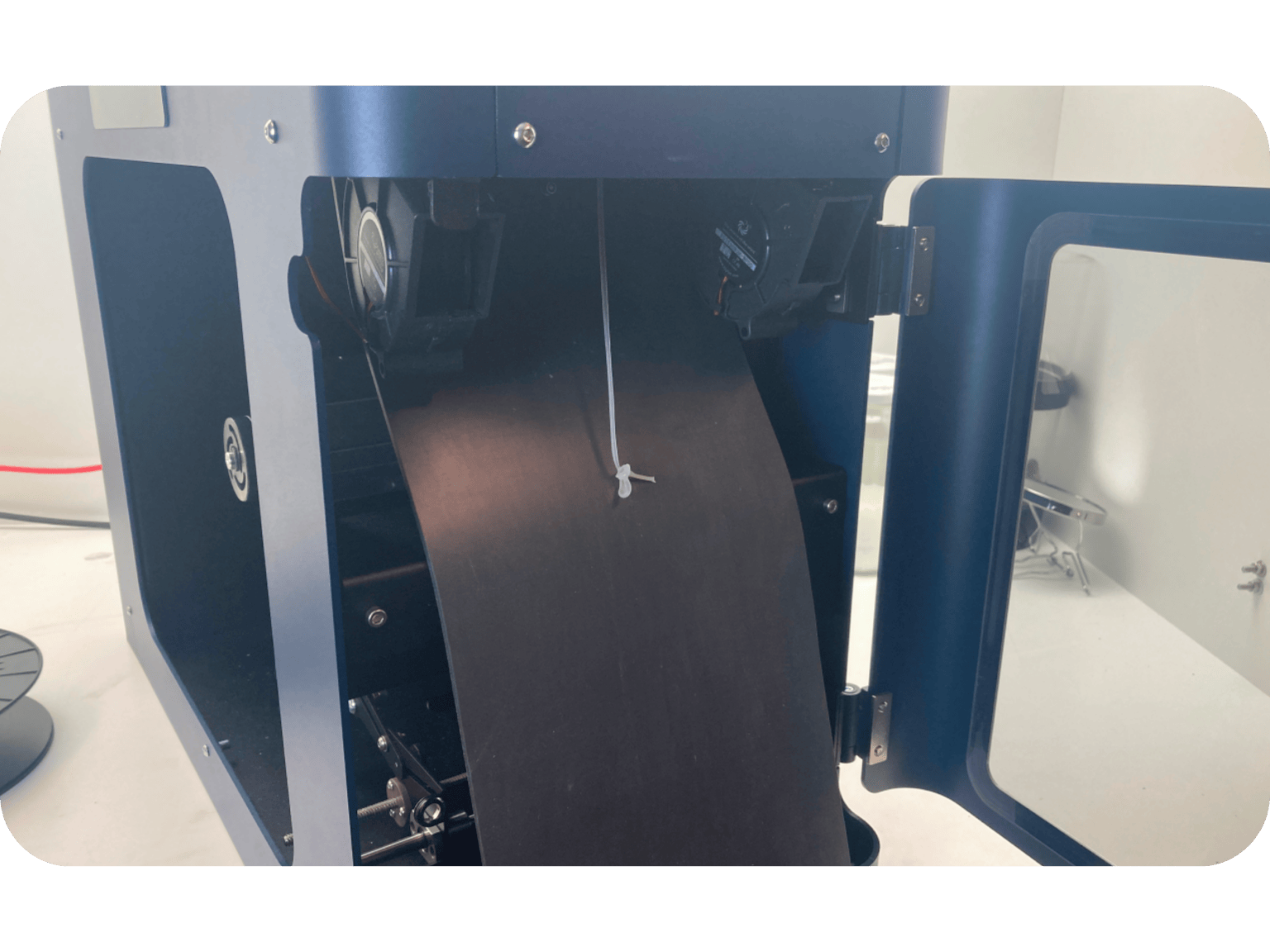
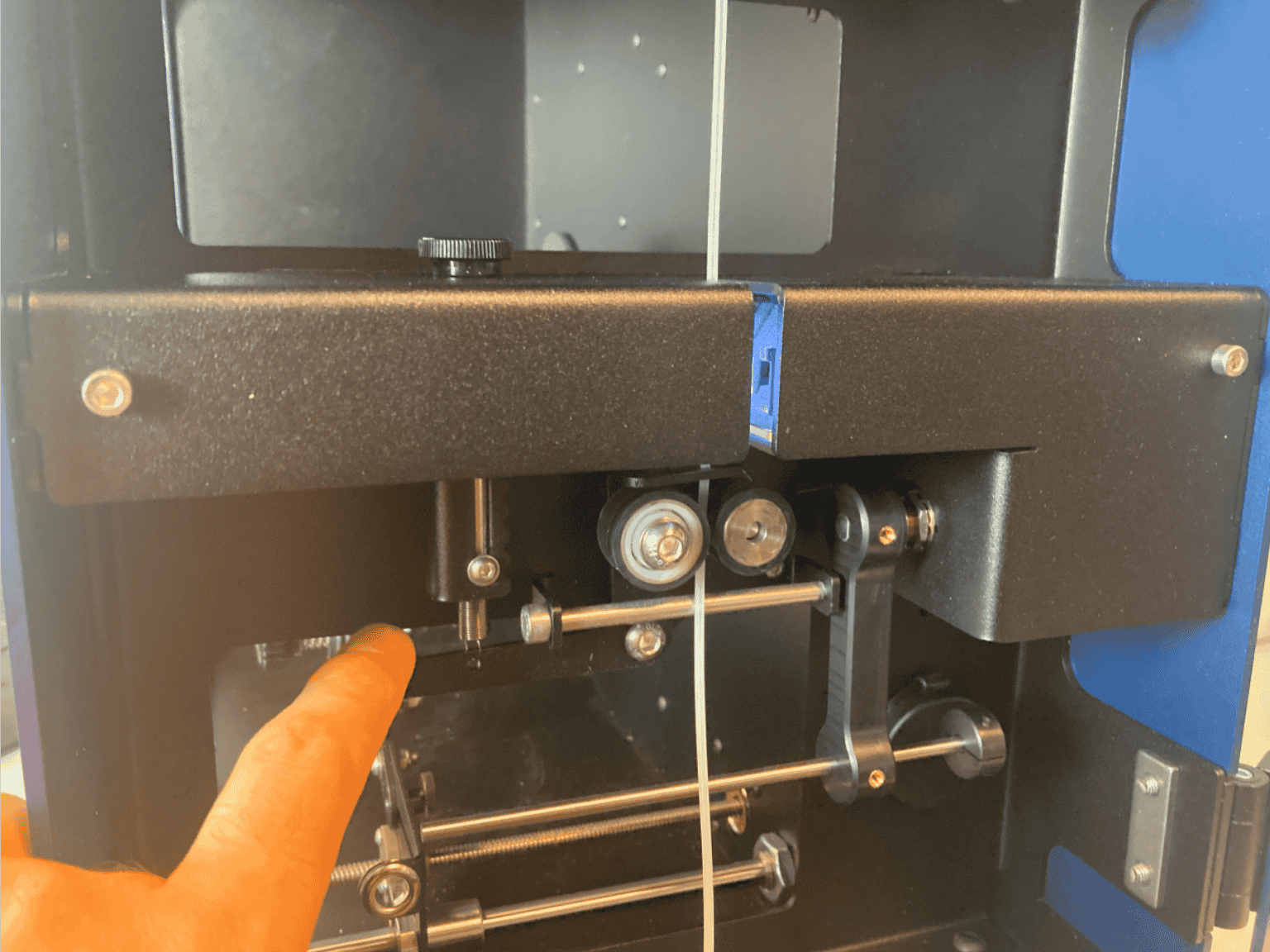
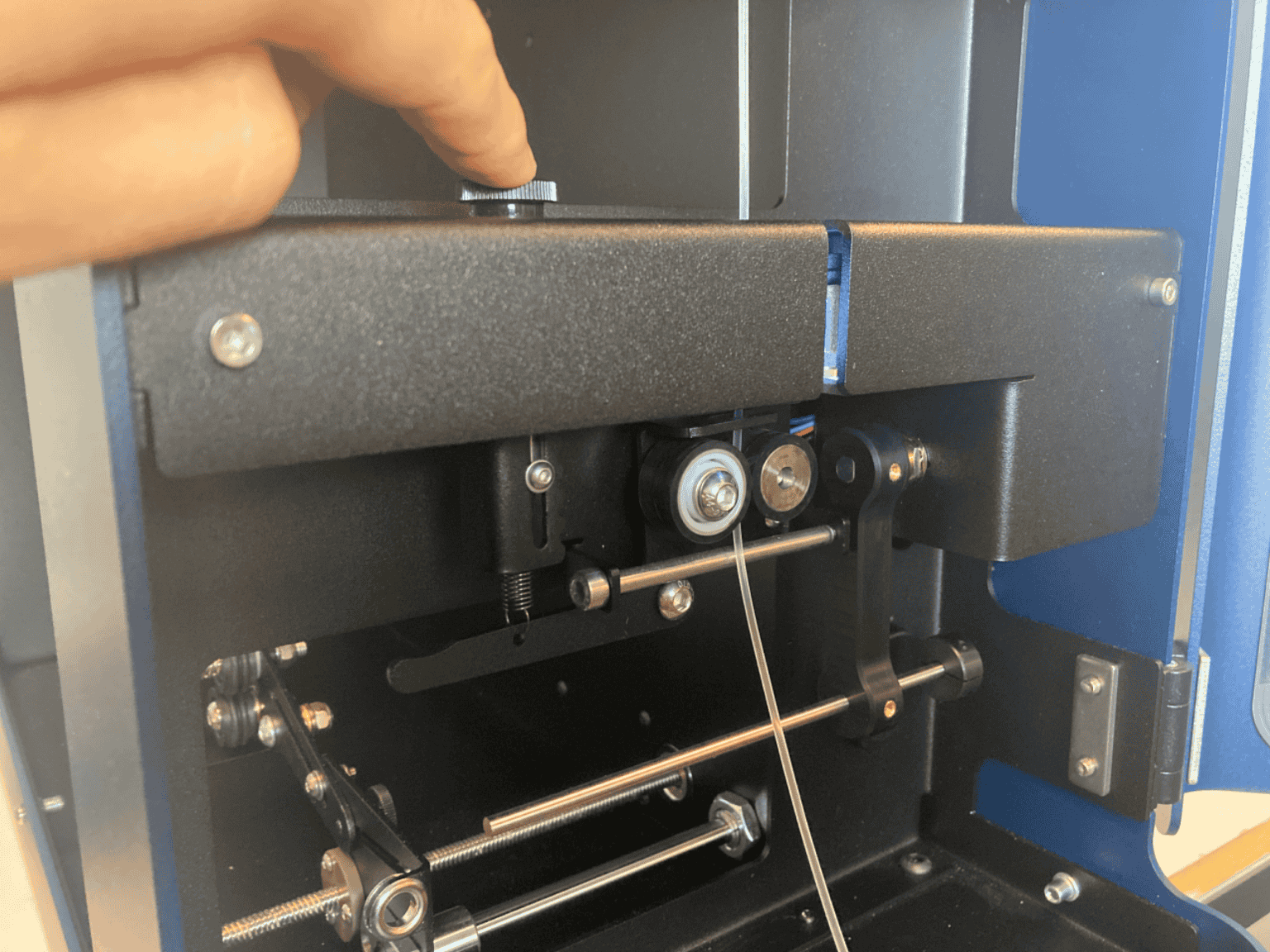
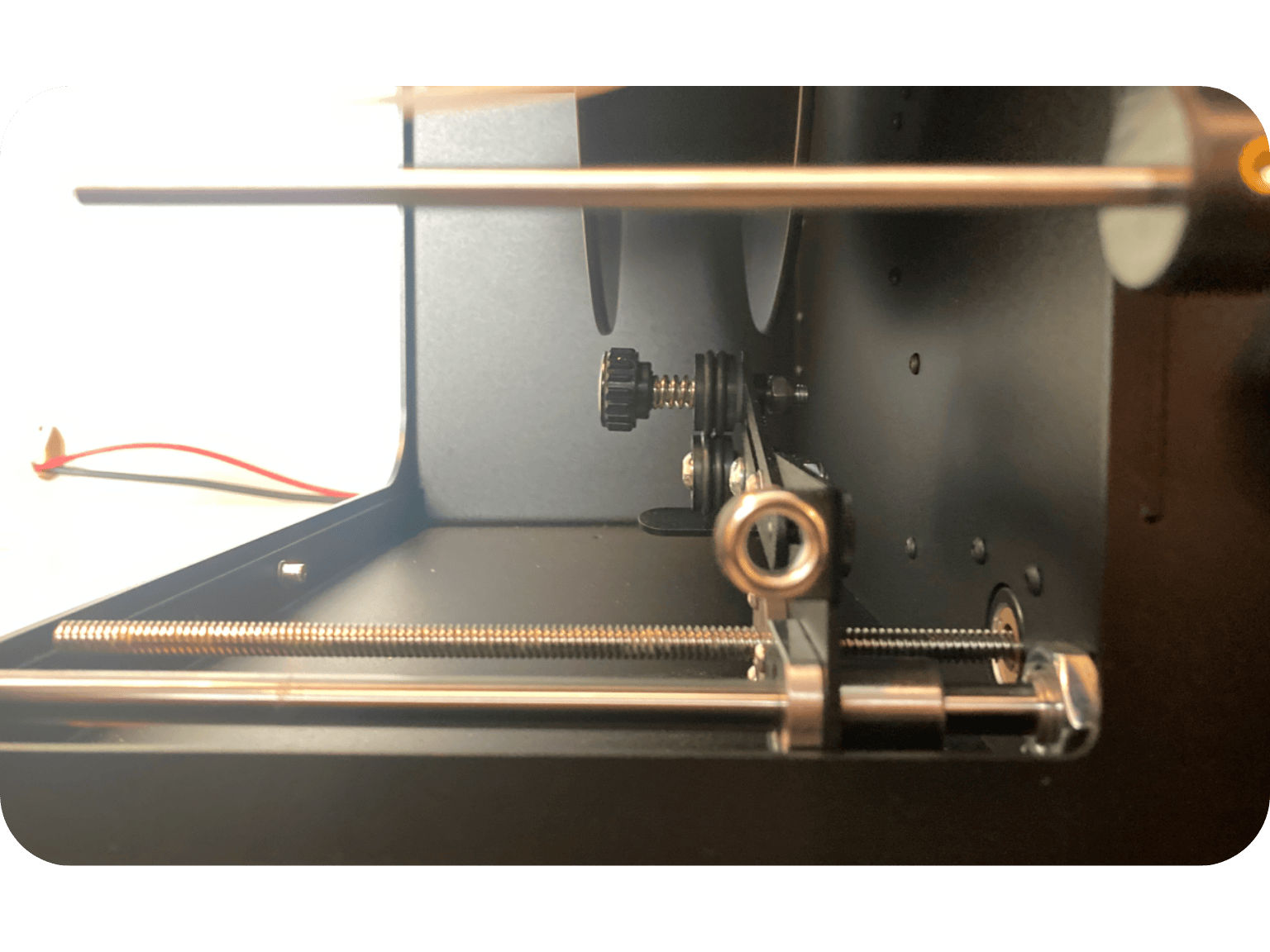
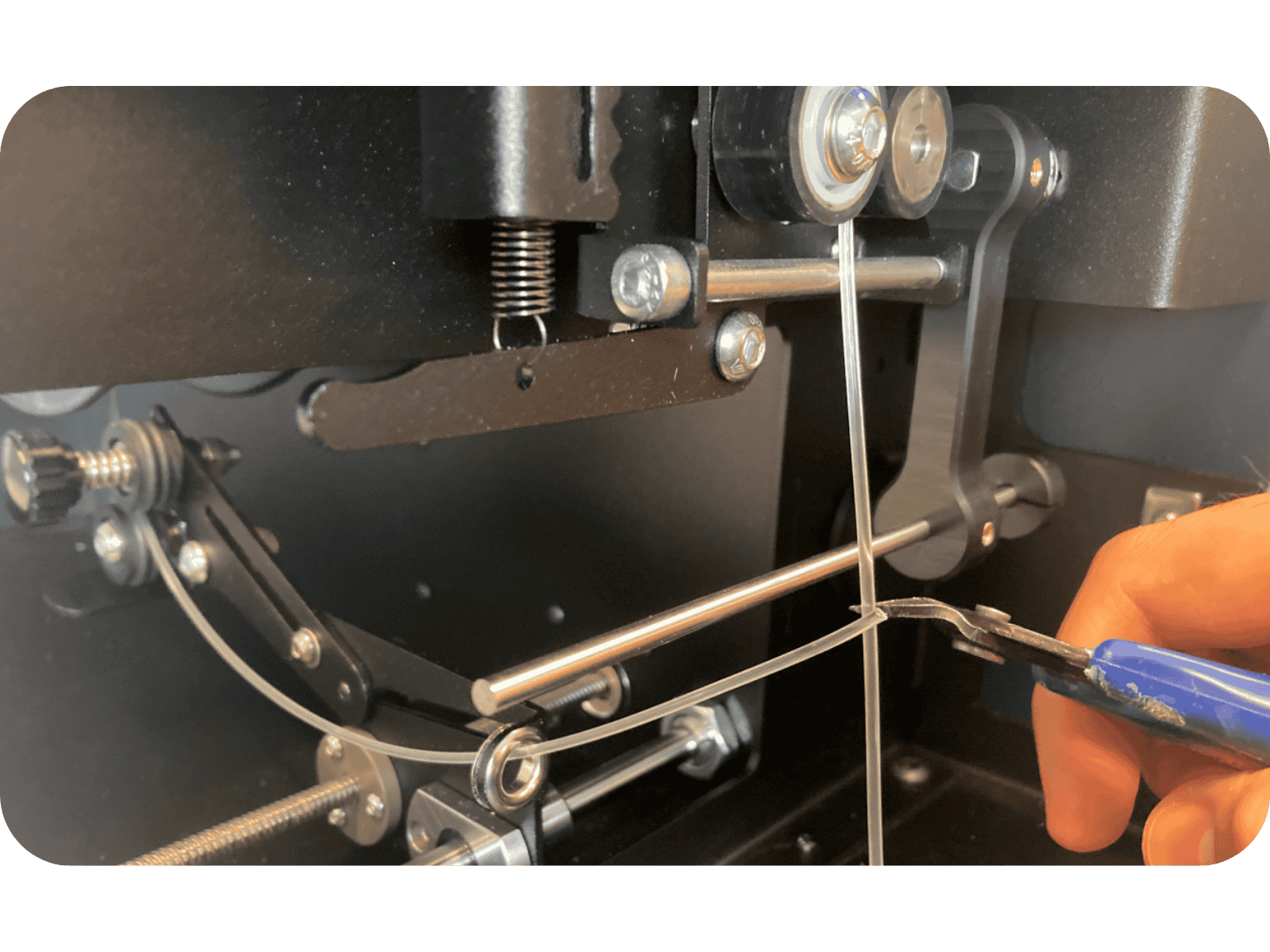
Next, for the best accuracy, set the positioner guiding arm so the friction wheel is closest to the edge of the spool.
Lastly, set the Tensioner stiffness to 3. For stiff materials (e.g. PEEK) it’s advised to set the tensioner arm to 5 to allow for a smooth tautness, whereas for flexible materials (e.g. HDPE) set the value to 1. For 3devo PLA, 3 is ideal.