Step-by-step process:
Start Phase
1.Plug in the machine and turn it on with the Power button next to the power cable.
2.Use the display to skip Activation and load the machine settings for PLA: Material presets >> PLA 1.75mm >> Load
Start the heating process: Start extrusion >> Automatically (recommended)
The machine is now "Heating", which will take about 10-15 minutes.
3. Attach the Hopper cylinder and fill it up with the supplied 3devo PLA pellets.
Flow Phase
4. After the 4 Heaters reach within +/-5 Celsius of their set temperatures (Heater 1 is the slowest to reach its temperatures due to its location and function), the machine will automatically start extrusion. This means the screw will start spinning and we can soon expect some output from the nozzle.
5. Prepare for the first output by turning away the Fans, and adding a silicon or cardboard mat to catch the hot liquid.
6. Observe the output for a few minutes. If it looks consistent without any unmelted lumps (too cold) or gas bubbles (too hot), we can continue to the next phase.
Finetuning Phase
7. Let's turn the output into filament. Cut the filament, remove the cardboard along with any waste, and angle the Fans back to the center. They should face the filament but no direct air should be blowing on the Nozzle. This might cool the Nozzle too much and cause a clog.
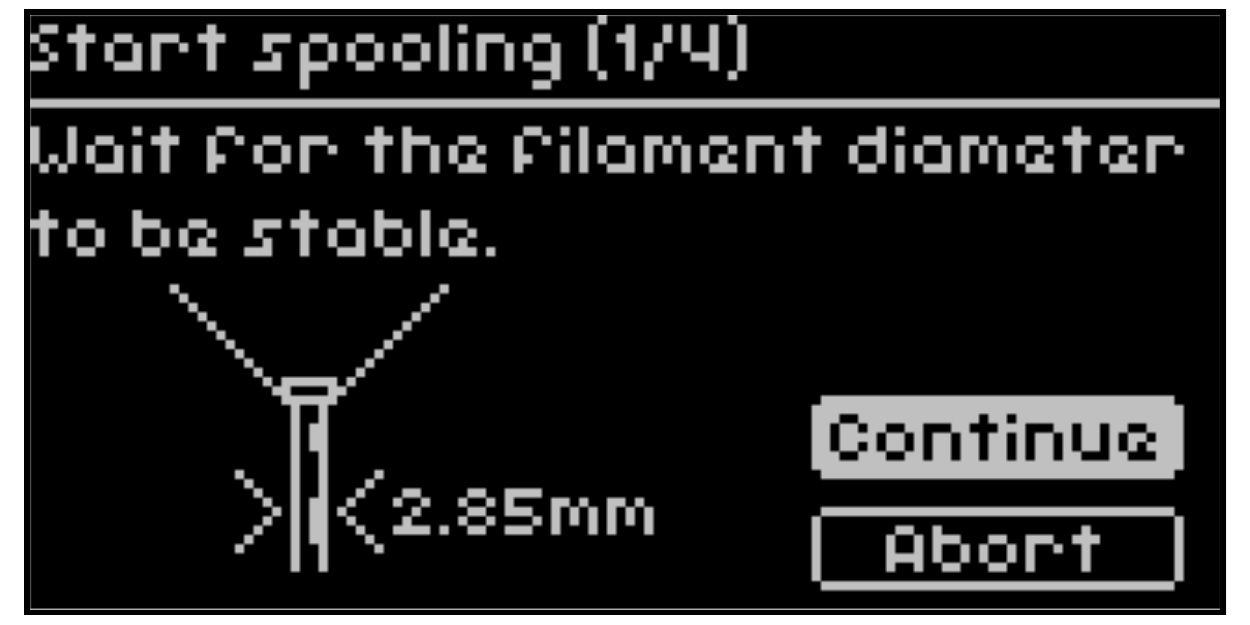
8. Lead the filament through the Sensor gap and in between the two Puller wheels. Wait for 5-10 minutes for the flow and cooling to stabilize, while monitoring the filament diameter on the machine display*.
*DevoVision is the app we created to help monitor the filament and the internal parameters of the machine. It is not necessary for today, however you can find out more about it in the next page.
Spooling Phase
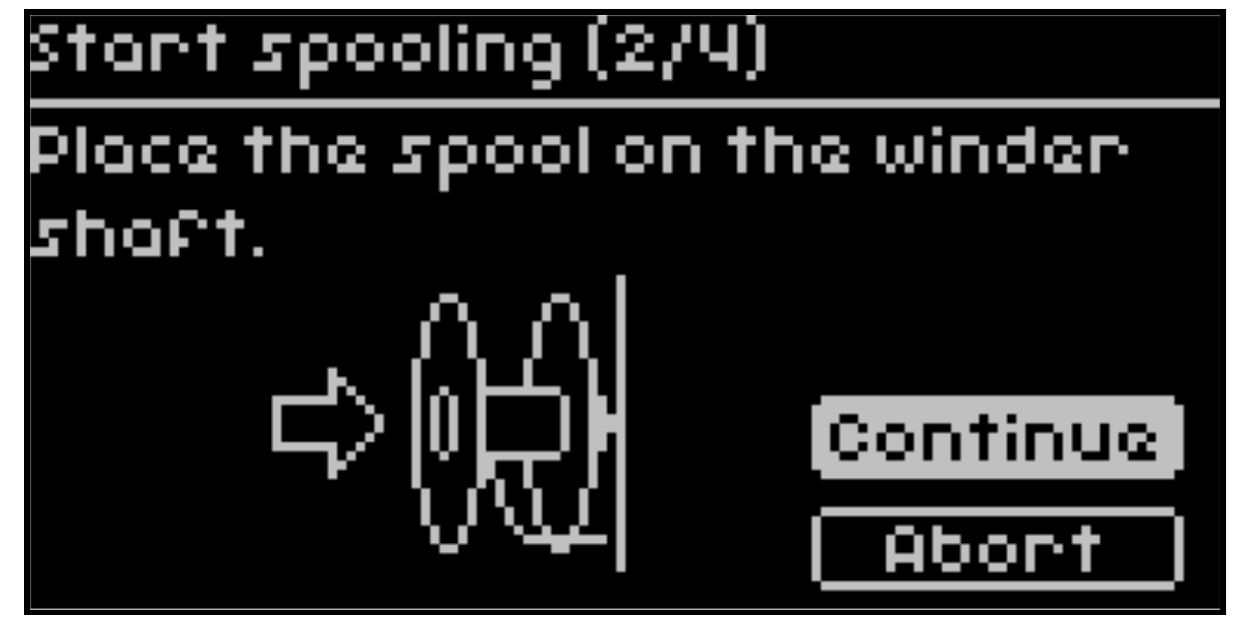
9. Attach the Spool to the spool holder and put it to the axel in the center of the machine. Push it in till the end and rotate it gently until there is a click. Ensure the slipper clutch at the back of the machine is at the optimal tightness: tighten as much as you can then loosen it 2 rotations.
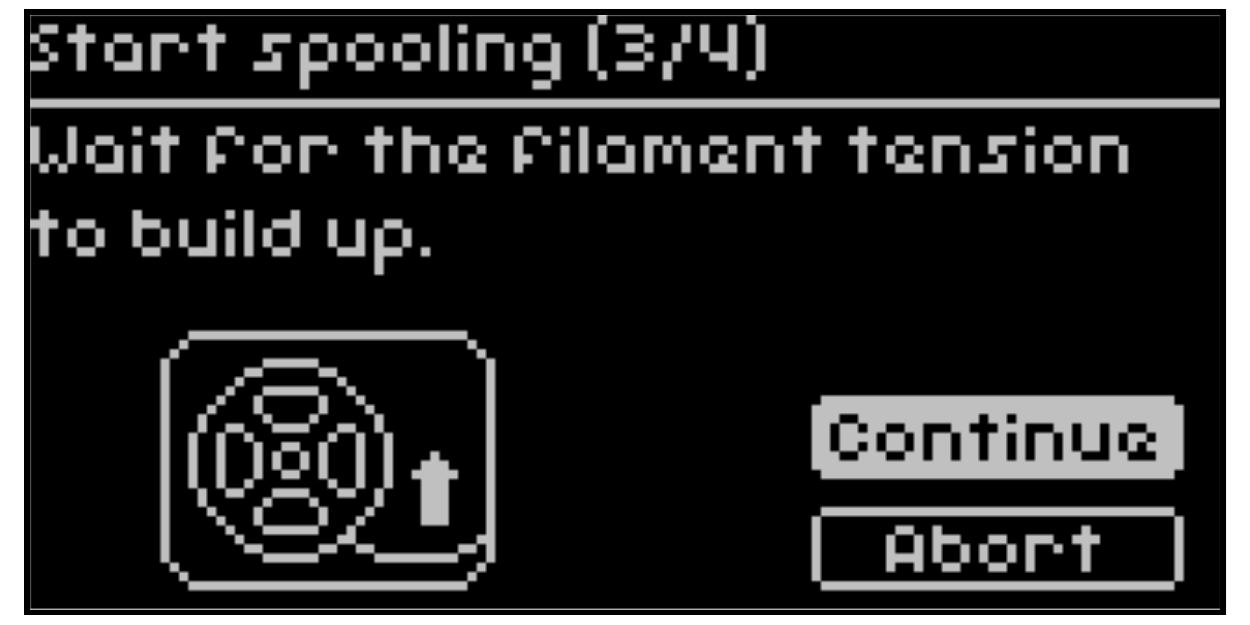
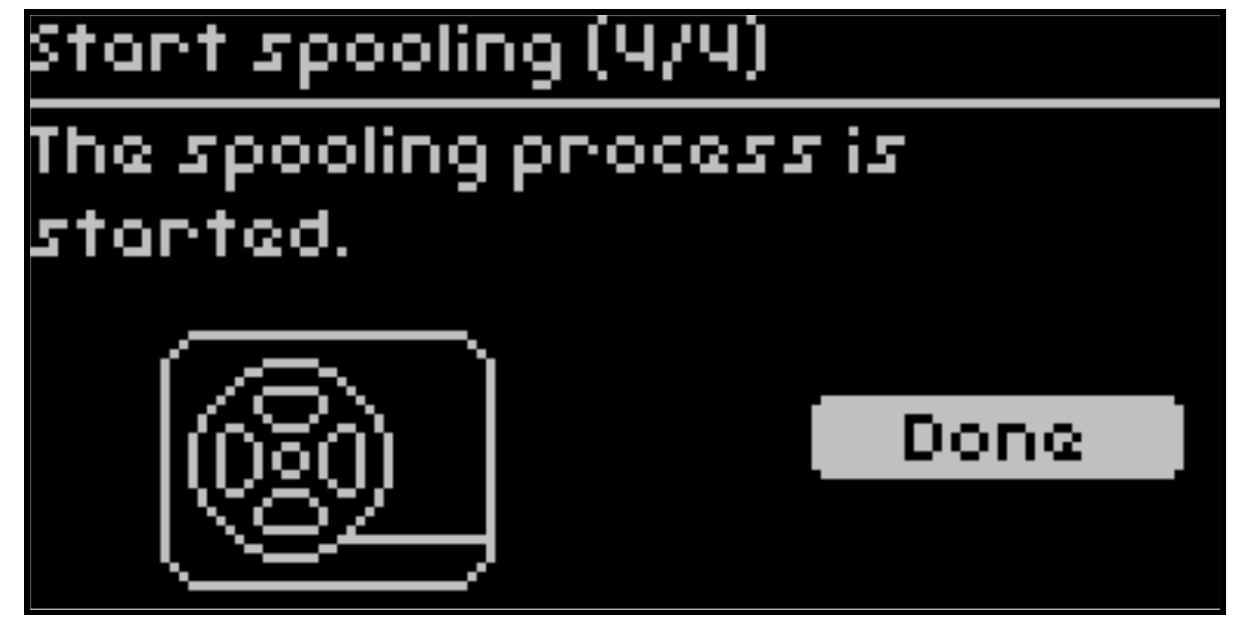
10. Start the Spooling Wizard: Spooling >> Start spooling
Since we're using a standard 3devo spool, no dimensions need to be changed.
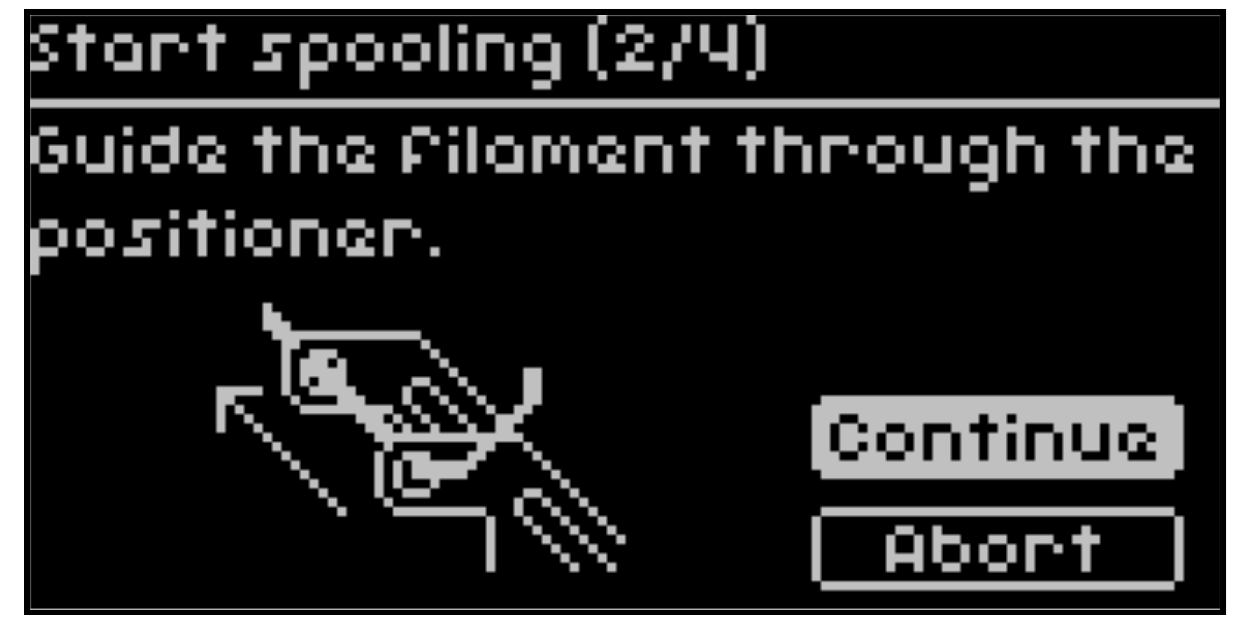
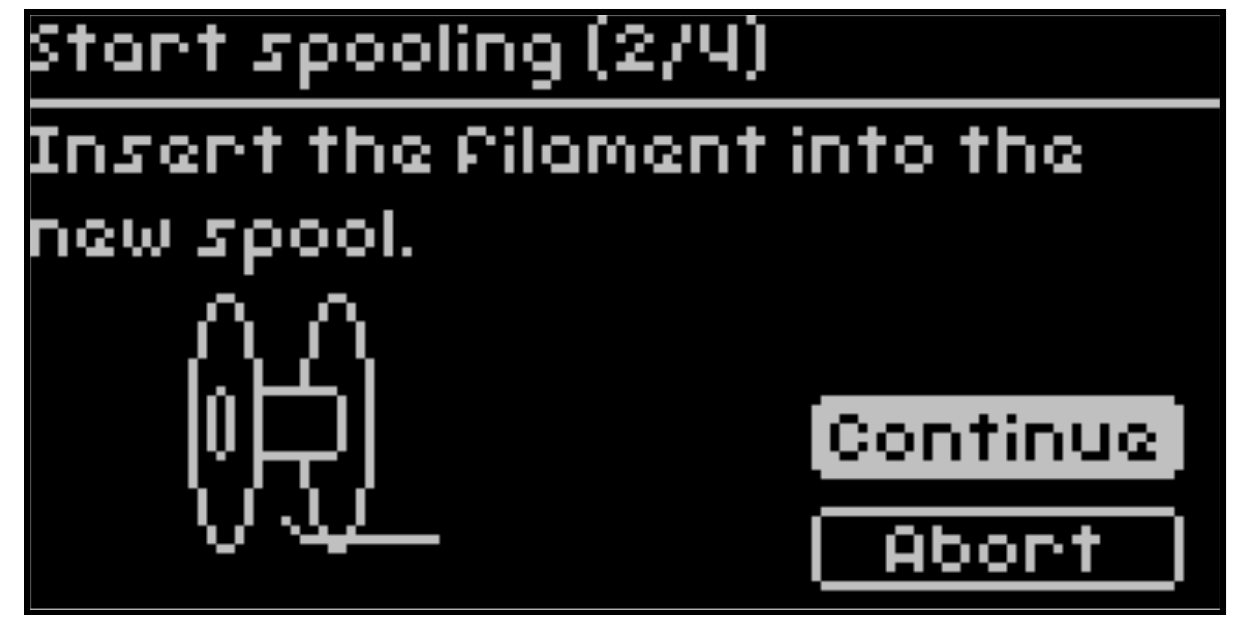
The Spooling Wizard has 4 steps: